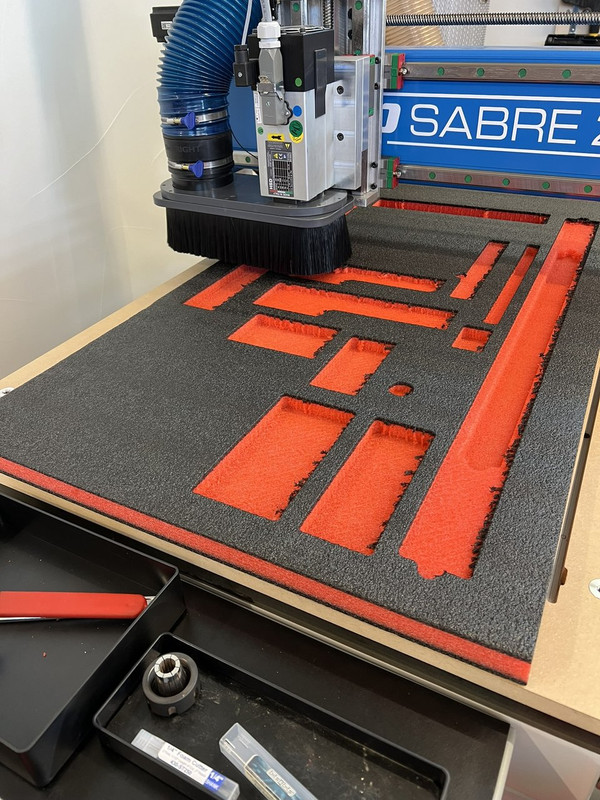
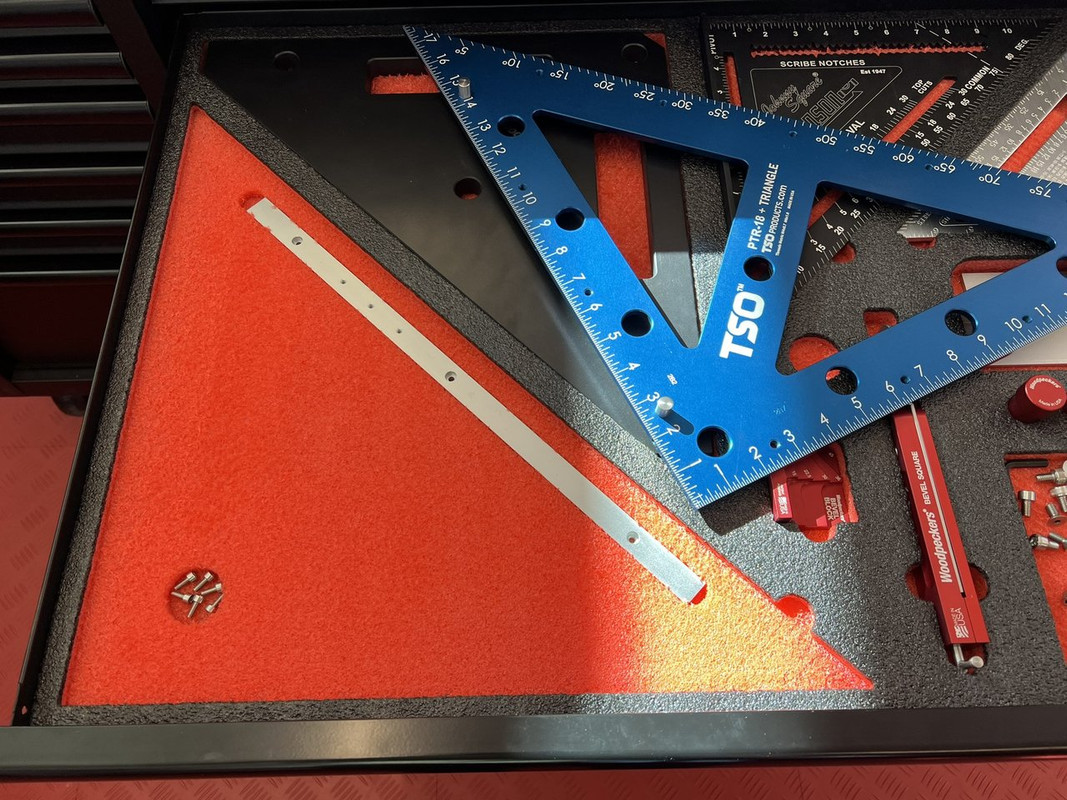
While I'm between projects, I'm having a lot of fun tuning shop infrastructure. I'm pretty happy with my workflow in general but I've been wanting to organize some of my most used drawers (I'm a drawer guy) that I frequently access during a build. Over the weekend I decided to work on my most used drawer that contains all of my primary layout tools. The process was a ton of fun, stress free and overall really easy to do.
The two bits I used for this entire process are as follows:
1- Clearing bit - https://bitsbits.com/product/330-dnc375-down/
2- Profile foam cutter - https://bitsbits.com/product/430-st250-foam/
Some pointers:
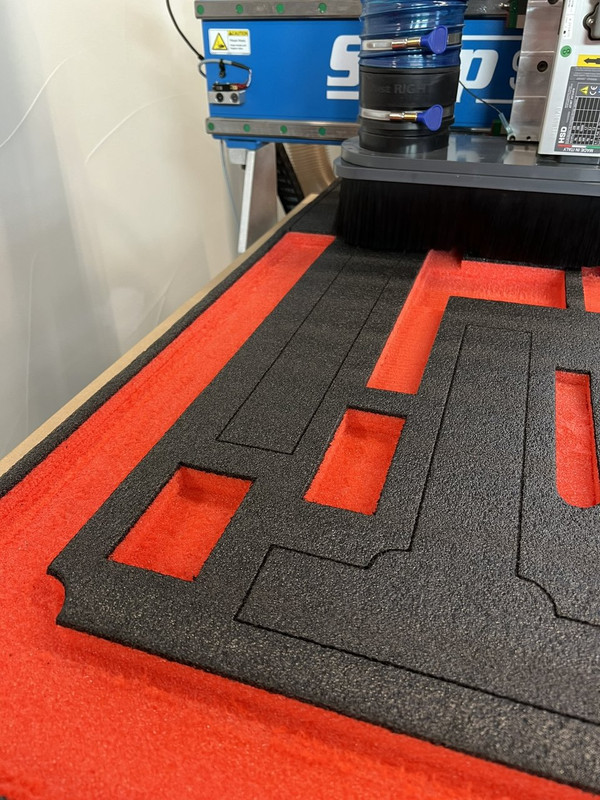
- Use two toolpaths for each cutout; one for the profile, which I cut first, and two for the pocket - I'm not sure if this is 100% necessary, but the edges were super crisp
- For the pocket, use a raster along either 45-degrees or along the shortest length to avoid long stringy pieces
- For the pocket I used a 30% stepover
- Chipload doesn't seem to matter much in my testing. I tried 120-250 IPM and 15000-17000 RPM and they all looked simlar. At the higher RPM and slowest IPM I noticed a little melting in corners, etc, so I settled on 16000 and 170 IPM. (may increase to 200 next drawer I do this weekend just to see)
- I just held things down with X-Fasten tape - about 3 strips of 25" or so
Overall the design process and cutting was super fun and oh-so satisfying when tools just plopped right in. Took about 15-20 minutes to collect the dimensions, another 30-40 minutes to lay it out in Vcarve and generate sets of toolpaths (since I wanted to test different F&S). Overall milling time was about 40 minutes in total (16 pockets/profiles), but I was experimenting with feeds/speeds for each pocket, collecting data, so it will go faster next time. Simpler drawers will go a lot faster.



 Reply With Quote
Reply With Quote