Whats - a lot of runout, I think I measured 0.002 - 0.003 with the Jacobs chuck i specd on the voyager - as far as i am concerned way good nuff for woodworking
Originally Posted by Tai Fu



 Contributor
Contributor
Whats - a lot of runout, I think I measured 0.002 - 0.003 with the Jacobs chuck i specd on the voyager - as far as i am concerned way good nuff for woodworking
 Contributor
Contributor
I replaced the Nova chuck (which is actually a cheapish Chinese-made keyed chuck), with a 13mm keyless Albrecht clone I have used for several years. I had good results with this in my previous drill press, and was wondering whether to upgrade it or not. Consequently, I completed some run out tests for it.
Set up ...
I used a 1/4" shank carbide router bit as the test piece. This was a one-time test, so I may have had better results from another router bit, or from re-positioning it. It is what it is ...
Results ...
This reads 0.045mm run out. That is 0.0017" run out.
Regards from Perth
Derek
Member
A lot kinda depends on your application. Milling metal to close tolerances, even 0.0002" runout is a bit much. You'd use ER collets or even better, one of those powergrip collets used for CNC milling. Those have very tight clamping pressure and very low runout too.
But for woodworking, 0.003" runout is good enough. That's what you'd expect on a drill chuck.
https://www.youtube.com/watch?v=-xH06bgpcIY
This video explains the various tool holders available out there. But for drill press you're more or less limited to Albrecht type drill chucks as the best you can get (and the APU11/16 chuck you get from Aliexpress are Albrecht clones). I mean there's no point expecting a 0.001mm runout on something that goes on your drill press as your drill press itself will have more runout than that. A milling machine that uses tapered/angular contact bearing can achieve much better runout provided the bearing preload is properly adjusted. Drill presses use ball bearing which is not that good when it comes to runout.
Typhoon Guitars
 Contributor
Contributor
.005” is excessive in my opinion even for this application. No reason it shouldn’t be under .002”.
Like most things in life, if you are happy with it that’s all that matters.
Bumbling forward into the unknown.
Contributor
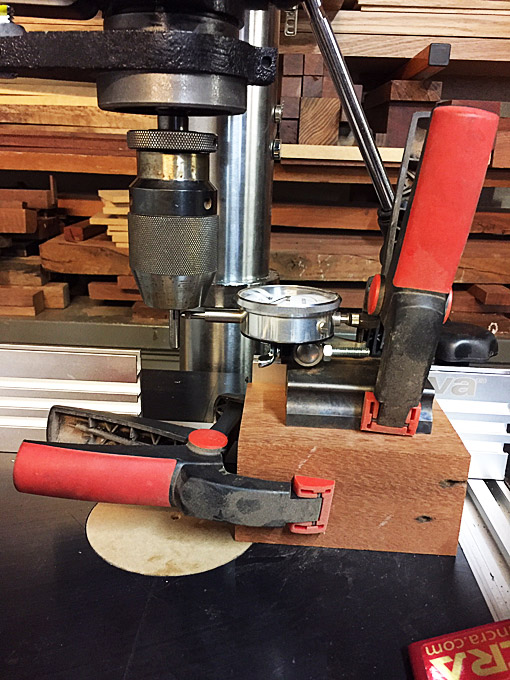
Well dang, all this got me paranoid so I went out to double check my set up. Turns out I was more like 0.005-0.006 which is weird because I remember it being tighter than that, so i popped off the chuck with the MT2 arbor rotated 90 deg then re checked and now its a little under 0.0015 .
Here is the setup and I used a precision gauge pin
28229477-470E-40DB-8996-72A901D97337.jpg
 Contributor
Contributor
Them are some pretty fine chucks you guys mention. I spent $50 for a keyless chuck on Amazon and my turnout is 0.0015". I had to try the cheaper one first before putting down a couple hundred.
This all begs the question since this is a woodworking forum as to what level of accuracy or precision one needs. Some have seemed to move toward machinist precision with all the digital equipment on table saws, planer and drill presses.
Contributor
I just like nice things.
WRT digital readouts, they make life easier and setup faster.
All this hang wringing about the tolerances for woodworking dances around the crux of the issue. Good equipment and careful setup give me no excuses for user error, and that alone makes it worth it.
Bumbling forward into the unknown.
 Contributor
Contributor
My question as well.
Many times the wood/s can move more than the tolerances being discussed.
I too would like my tools to be as close to perfect as I can reasonably get, factoring in price and quality but reality sets in.
I seldom need to measure beyond a 32nd of an inch, after that, wood is planed, scraped or sanded to fit. I have no need to follow the path to diminishing returns. This is the same as sharpening a chisel to a gazillion grit with unobtanium paste, only to have it dull down to 1000 grit level after a single pass, what was gained?
With some species the chips and debris cut and pulled from a drilled hole can vary the bore size by a greater amount than the .oox" being debated as to what is acceptable.
IMO After a certain point, searching for another thousandth becomes the goal, rather than a woodworking necessity.
Member
Only time precision matters is fret position on guitar fretboards. But even then accuracy to 0.5mm is enough.
Typhoon Guitars
Contributor
Checked out the Voyager on the Woodcraft website Estimated Ship Date June 1, 2022!
Looks interesting...I'm not a big fan of messing with the two belts on my Jet
 Member
Member
Wow! Nearly a year out on delivery!? I wonder if thats due to the worldwide chip shortage thats impacting nearly everything. I also wonder if there will be any of the usual holiday sales this year with demand outpacing supply. Woodcraft says October 7 for delivery of the Powermatic, but I was willing to wait for a 10% off sale. Now Im wondering if I should wait or get my order in.
Member
I too own a Nova Voyager DVR drill press, and am extremely happy with it. I purchased it before PM came out with their EVS drill press.
Nevertheless, I checked the PM out, and noticed some interesting differences between it and the Voyager.
As far as I can tell, the PM is only available/configurable for 120VAC, and cannot be configured for 240VAC power (perhaps they have models with different power requirements in other countries). The Voyager (in the US) comes wired with a 120VAC plug, but simply replace plug on the end of the cord with a 240VAC plug, and you're good to go for 240VAC, with an accompanying increase from 1.75 to 2.0 HP. The PM motor is 1 HP.
The PM has a two-step speed range from 150 to 3600 RPM (24:1), but you have to stop to change between hi and lo gears (you can change speeds within a gear while running or stopped.), The Voyager has a continuous speed range from 50 to 5500 RPM (110:1) which can be adjusted either while stopped or running. The Voyager is also reversible. In simplest mode, you merely start it up and turn the knob to adjust the speed to your liking. Or there are many other ways to select the appropriate speed for different bit types/sizes and materials. There are also user-settable speed presets, selectable at the push of a button.
The DVR motor on the Voyager is brushless, whereas the PM's DC motor uses carbon brushes (the motor is completely enclosed), with removable brush caps. Even my Milwaukee cordless power and landscaping tools have brushless DC motors; why PM decided to go with brushes on a machine this expensive is beyond me. Even a relatively coarse rotary position sensor can provide adequate speed and commutation data that would obviate the need for brushes.
Mechanically, the Voyager has just two concentric shafts (spindle & motor) supported by two ball bearings each, whereas the PM has four shafts (NOT including the motor), supported by eight ball bearings. The PM motor's bearings are not specified. The PM gears appear to be helical cut (good), but then the Voyager has no gears. While there appears to be no adjustments for gear mesh on the PM, and there is also no reverse direction capability. The PM parts diagram/list indicates O-rings and oil seals in the gear train, but the maintenance section and specifications do not indicate any oil or grease for the gear train, and there are no fill/drain ports or grease fittings. There is no gasket for the gear housing, but the gears appear to be below the parting line for the housing (at least after the DP is assembled and upright). Therefore, they are likely packed in grease.
In summary, I consider both machines to be in the light industrial class. The truth is that both mechanical and electronic systems can be subject to short-cuts and cost savings that degrade reliability/longevity. There just seem to be fewer short cuts on the Voyager (the industrial-grade touch pad is not one of them; I've seen such touch pads on heavy machinery in austere environments). While the PM has a much nicer table, after-market or custom, shop-made tables are both common and functional on drill presses. It's a lot harder to upgrade the innards of a drill press.
The Voyager also has a slew of functional features enabled by the digital controls that I won't get into. Not all are applicable for every user, but many are very useful. Some are also safety features.
Full disclosure: I also own and enjoy using the Nova Galaxi DVR lathe, and eventually would like to acquire a PM 719T Mortiser.
-- Andy - Arlington TX
Member
i had Nova Voyager for 6 months and ended up selling it due to space constraints in my shop. I don't understand complaints about depth stop. Yes its old and dated but if you have a voyager i really don't see a point of using it. Electronic depth stop is brilliant and extremely accurate.
As far as table, i checked the table for flatness and it was dead flat. Speed selection based on my material is also very easy to use and you don't have to check any charts or google , just go through the menu and pick what you want. I currently have Wen 4214 with variable speed and i can tell you i got spoiled by Nova. Wen is totally usable but not as convinient as Nova was. I will probably end up getting Viking at some point
Contributor
I rarely use all the settings on the Voyager and would have gladly accepted the manual VS and the "Old Style" stop for a lower cost. I just want to turn the thing on, adjust speed, drill holes and be done....
As far as the "Old stile" bar stop, its way more solid than on other non industrial dp's that I have used including PM2808B, however the actual stop that you adjust up and down doesn't seem to adjust very well - wonder if there is a replacement that is more positive...maybe McMaster?
Member
Larry and Derek, gentlemen the Voyager's advanced features (below) are typically found on a milling machine are they not. It's okay to expect the same precision from a drill press that we demand of a table saw is it not? Or a planer or jointer. Yes my lipstick on a pig comment was a bit harsh, that stings a little but I'm not paid to do reviews or looking for youtube subscribers hence the strait talk. My brand new $3,000 Powermatic PM1500 table flatness...a board from Home Depot's cut off bin is flatter. (face palm) Seriously it's high centered like a teeter totter with a .021 inch rock forward and back. I'm currently in my 2nd month of a 3 month wait for a new table from PM. Just to prove this is not me being a PM fan boy. Straight talk the good, the bad, the ugly unfiltered.
Reverse
Bit speed selection
5,500 rpm
Pilot hole function
Tapping assist
Load readout
Digital quill depth readout
 Posting Permissions
Posting Permissions

 Reply With Quote
Reply With Quote