Jim,Originally Posted by Jim Koepke

You are correct, I hadn't thought of it as a float before but that is much closer than a scraper.
ken



 [OP]
Member
[OP]
Member
Jim,
You are correct, I hadn't thought of it as a float before but that is much closer than a scraper.
ken
 Contributor
Contributor
Dedicated grinder is now set up...
Shop Improvements, new buffer, base 1.JPG
Yellow disc seems a bit stiffer than...
Shop Improvements, new buffer 2.JPG
The white one. Green "crayon" added to both.....trying to avoid a blizzard of white or yellow strings they seem to give off. grinder now sits on a plate I can clamp in the bench vise...
Shop Improvements, Buffer Base details.JPG
So I can then put the grinder/buffer over on a shelf when done....
Member
R you saying he holds them upside on the grinder creating the burr on the bevel side or in use?
Contributor
I've been trying this buffing method on my bevel up and bevel down plane blades and have been completely happy with the results. I'm going from a 20 degree CBN hollow ground primary bevel to my medium ceramic stone followed by the buffing. I've encountered no issues and am impressed with the speed and sharpness.
Contributor
Almost ready to go...
Shop Improvements, new buffer 2.JPG
Have a"Stiff" yellow wheel, and a soft white wheel.....the stiff wheel tries to cut a round profile into the edge...the white merely buffs things shiny....using a green "Crayon" on both wheels.
I usually have a single,25 degree bevel on all my edges. White wheel on the end of a chisel....was shaving arm hair when done. May toss the yellow "stiff" wheel, and install a fine brass wire wheel in it's place, as I use that in the rehab work to clean Rusty & Krusty stuff...
 Contributor
Contributor
Eric, the chisel is presented to the grinder with its back (the flat side) facing up. The idea is to create a 90 degree face, not a burr.
 Contributor
Contributor
Eric, watch the video again. My recollection is at about one minute in is where the grinding starts. The burr is not on the bevel side or the side in use.
jtk
"A pessimist sees the difficulty in every opportunity; an optimist sees the opportunity in every difficulty."
- Sir Winston Churchill (1874-1965)
Contributor
Ok...Wood River No. 62....been a PITA trying to sharpen and adjust. sticking with the 25 degree factory bevel, for now. After checking the back for flat...it wasn't...got that flattened....then BOTH the soft and the firm cloth wheels had a turn....
Hardest part is getting the lateral adjustment corrected....then trying to keep it adjusted. Was finally able to get everything adjusted to where a full width shaving could be taken.....plane is even more finicky than my Stanley 45 to set up ( at least the 45 WILL hold it's settings). had an OLD wood bodied level that needed it's edges trued up....about 15-20 passes along each edge....seems to have done the trick...level sits nicely on a surface, without any rocking around. Will go back later, and add some BLO along the edges...I'd post a few pictures, but..some on here don't like my non-photo studio photos...
However...
Sharpened plane, rehabbed level.JPGSharpened plane, shavings.JPGSharpened plane, straight edged.JPGLevel done.JPG
If I can figure out how to remove the rounding problems from the cloth wheels....they might just work out....would prefer they have a square edge to them....and get them to quit shedding strings like a Sheepdog does hair....
Last edited by steven c newman; 09-01-2020 at 7:28 PM.
Contributor
Hi all,
Has anyone experienced inconsistent results with using the unicorn method on BD plane irons? I have been tinkering with the unicorn profile since David Weavers first posts appeared on Wood Central. Occasionally (about 1 of 4 attempts) I get it mostly right. The plane will take shavings, but doesnt feel right and frequently jambs particularly in one corner. I hollow grind the irons to + or - 20*, add a secondary in the 25* range on a 1000 grit water stone, and then to the buffing wheel charged with green compound for a few seconds. Sometimes it works, sometimes is doesnt. I think I may be over buffing and creating clearance issues. Any thoughts or suggestions? Thanks.
Tim
 Member
Member
Tim; the "give" within the soft buffing wheels fabric wont allow you much control on the steepness of the convex micro bevel.
 Contributor
Contributor
Tim ..
The variability of the buffing angles is what I am missing with the unicorn buffing in preparing plane blades, both BU and BD. This has nothing to do with the softness or hardness of the buffing wheel. These only determine the rate of buffing.
There is a very real difference in performance on interlocked grain when a BU plane is cutting at 55- and 62 degrees. Planing very thin shavings and straight grain will not reveal how well you are faring with BU blades. You really need to be testing this out on interlocked grain, and using your standard thickness shavings.
With BD plane blades, it is the clearance angle one is concerned about. On the typical 45 degree bed, a blade with a 30 degree bevel plus a 10 degree unicorn nano bevel, or a 25 degree bevel plus a 15 degree unicorn nano bevel, will run out of clearance angle. Yet it can work, since I have demonstrated this to myself. But work for how long?
In my mind this is a lot like learning to set up the chipbreaker. Trial-and-error gets you closer to the ideal distance/angle. No doubt that we will look back in the months to come and wonder why it was so difficult back then.
Regards from Perth
Derek
Last edited by Derek Cohen; 09-02-2020 at 2:52 AM.
Contributor
Minor note Tim - I have seen a DW video and his explanation of the soft wheel charging sequence: He only jabs the buffing compound stick to the soft wheel as it is spinning and leaves it in contact with the wheel for what seems like a second. He states that he re charges the soft wheel with the compound "every two or three times he buffs". Perhaps excess buffing compound on the wheel is causing you some issues. I'm just spit balling and have no real evidence to offer.
David
Contributor
David, you are on the right track.
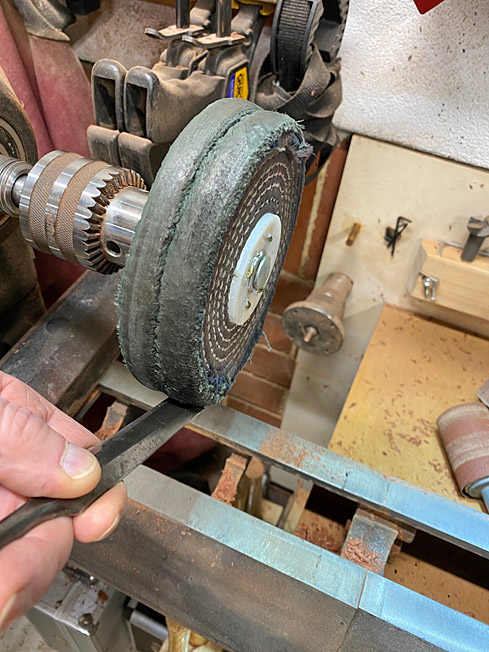
There are different types of buffing wheels. I started with this one when experimenting. It was highly loaded with green compound.
You can also see that there are several rows of stitching. This makes for a tight wheel. The cloth is denim, and I suspect that it is harder than the cotton wheels. This set up will buff strongly.
The two below are the denim wheel and a cotton wheel. The denim wheel is used with very little green compound, and a lighter touch is recommended. The white cotton wheel has only a few rows of stitching and is used with a white compound, which is a little coarser than the green. The relative softness of this wheel makes for a gentler buffing action. That translates into a smaller wire or less buffing, per se.
It is also relevant to note that steels are not all equal. Harder steels need more buffing than softer steels, and one set up may benefit more than another.
Regards from Perth
Derek
Member
I am already sold and I agree with most of your remarks knowing from our previous discussions that we work in very different conditions and as such BU planes may have more relevance for you than they have for me.
"Relevance" seems more subjective than I thought
Contributor
This probably is a silly question but it's been running through my head for a while.
When using the unicorn profile on a bd plane blade would it make sense to apply the profile to the back, rather than the bevel?
When you apply the profile to the bevel side the microbevel is curving up away from the wood and you're counting on the angle of the frog to be enough to keep the edge into the wood. Where if you apply it to the back the microbevel is curving down to the wood and now the approach to the wood is acting more like a chisel with the bevel of the plane blade acting as the back of the chisel and the back of the plane blade acting like the bevel of the chisel.
There's probably all kind of reasons why this doesn't make sense. Could someone explain to me why?
Thanks.
The problem with the world is that intelligent people are full of doubts, while the stupid ones are full of confidence.
Charles Bukowski
 Posting Permissions
Posting Permissions

 Reply With Quote
Reply With Quote