I know a few of you wound up purchasing a new Nova drill press over the holiday weekend. I did the same and have been working on getting it set up. And I managed to get the head on myself with the help of my seven and nine year old kids! Without anyone getting hurt no less!
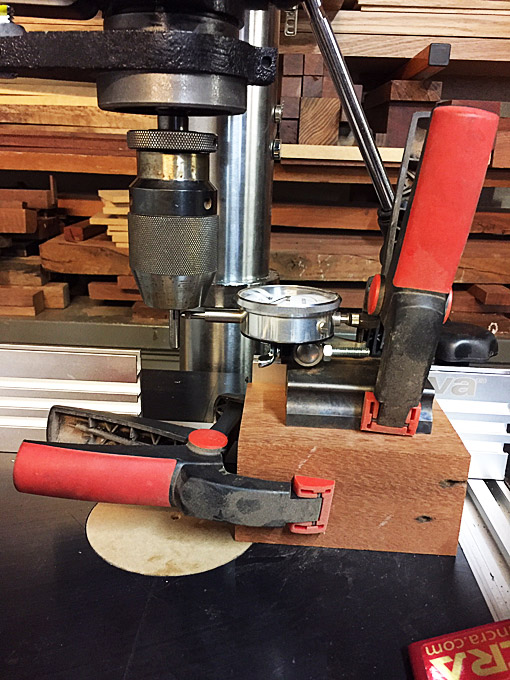
Was checking the run out on my chuck and I was more than a little disappointed. .025" was about as good as I could get it. I had the same issue with my old drill press, so what am I doing wrong? Put a pin gauge in the chuck with a magnetic base holding a dial indicator about an inch below where the chuck grabs the pin gauge and rotated the chuck by hand. Whacked it pretty good a few times with a mallet until I wound up breaking my dial indicator with the shock. Guess that's what I get for being impatient. Are stock chucks just that poorly made? Do I need to upgrade the chuck? It's got to be something I'm not doing right, but I don't know what.

 Reply With Quote
Reply With Quote
 Please help support the Creek.
Please help support the Creek.